Unirse TMAX, convertirse en un agente!
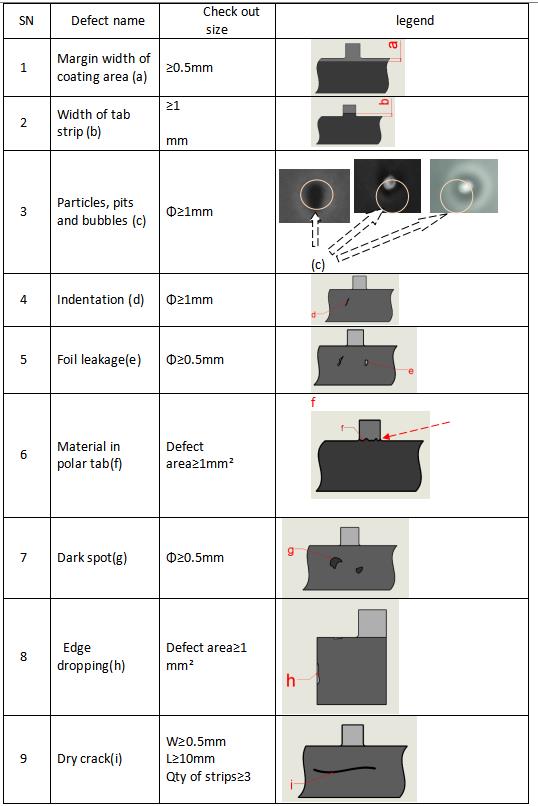
Unirse TMAX, convertirse en un agente!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Número de artículo.:
TMAX-YK-DP400-L01BPago:
L/C, T/T, Western Union, Credit Cards, PaypalOrigen del producto:
ChinaPuerto de embarque:
Xiamen PortPlazo de entrega:
5 Dayscertificado :
CE, IOS, ROHS, SGS, UL Certificategarantía :
Two years limited warranty with lifetime technical support
1ã Introducción al equipo
1. Funciones del equipo
* función de desenrollado (se adoptan dos mecanismos de desenrollado y el servomotor controla de forma independiente el desenrollado automático);
* función de corrección de desviación (corrige la desviación del mecanismo de desenrollado y el electrodo se transporta antes de perforar);
*Sistema de control de tensión de la correa (la tensión de la correa se controla de forma independiente mediante dos modos de amortiguación, lo que puede reducir la vibración de la correa en el proceso de troquelado alto);
* el troquel metálico cóncavo-convexo se utiliza para completar la formación de la oreja del polo (se utiliza un troquel de acero de tungsteno, con una larga vida útil y pequeñas rebabas de perforación);
* eliminación de polvo de los rodillos del equipo (absorción de polvo de los rodillos de tracción);
* antes del troquelado, el electrodo se cepilla y se aspira;
* función de corte de una sola viruta (adopte la estructura de accionamiento del cigüeñal de servocontrol para completar el corte, adopte un molde de acero de tungsteno, con una alta vida útil y pequeñas rebabas de perforación);
* único electrodo función de transporte (se utilizan tres correas de vacío para transportar el electrodo, eliminación de polvo en ambos lados del electrodo y cribado de productos defectuosos se llevan a cabo durante el proceso de transporte);
* eliminación de polvo en ambos lados del electrodo (fieltro de lana y recolección de polvo con presión negativa de forma predeterminada; el dispositivo de eliminación de polvo electrostático sin contacto está reservado) este método de eliminación de polvo es opcional;
*detección y etiquetado de CCD doble de electrodo defectos de superficie (el CCD detecta ambos lados del electrodo, la máquina etiquetadora etiqueta los productos no calificados después de la detección y extrae esta sección cuando se forma la oreja del polo; el equipo no tiene esta función por defecto y la posición de instalación está reservada) esta función es opcional;
l detección de códigos de colores de productos defectuosos (el electrodo sensor tiene una etiqueta defectuosa y el dispositivo de electrodo detecta automáticamente los productos defectuosos);
*detección CCD del tamaño de un solo electrodo (para cada electrodo detección del tamaño total, el equipo detectará automáticamente los productos defectuosos);
* electrodo función de recolección (electrodo la función de conteo está instalada en la caja de material, con la función de clasificar electrodos, y el electrodosse recogen ordenadamente en la caja de materiales);
*la función de conversión y transporte de la funda del cartucho (el cartucho se instala en la plataforma giratoria y la funda del cartucho se convierte automáticamente; el manipulador extrae la funda del cartucho y conecta la línea de material) la funda del cartucho se puede compartir con la máquina laminadora;
2. Principio del equipo
El principio de alimentación continua de la bobina polar, controlando el punzonado y el impulso polar a través del modo de leva electrónica, y controlando la distancia desigual mediante servotracción.
3. Proceso de acción del equipo
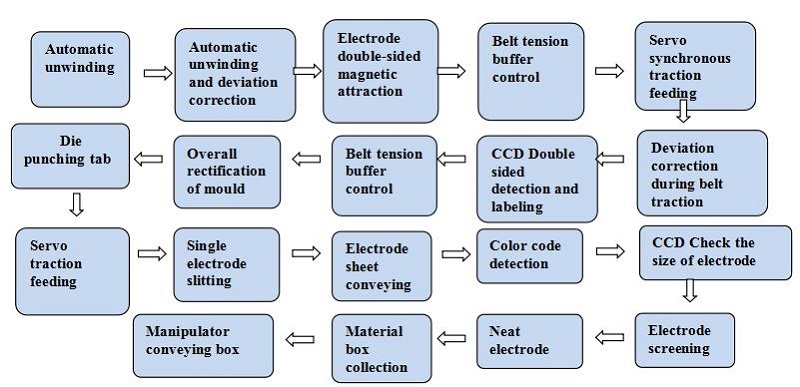
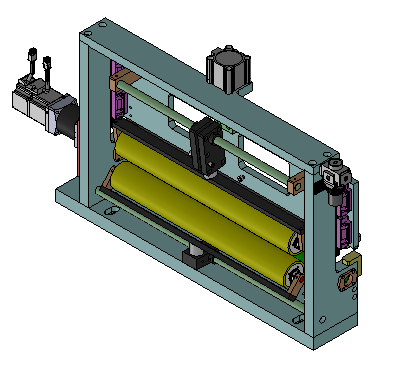
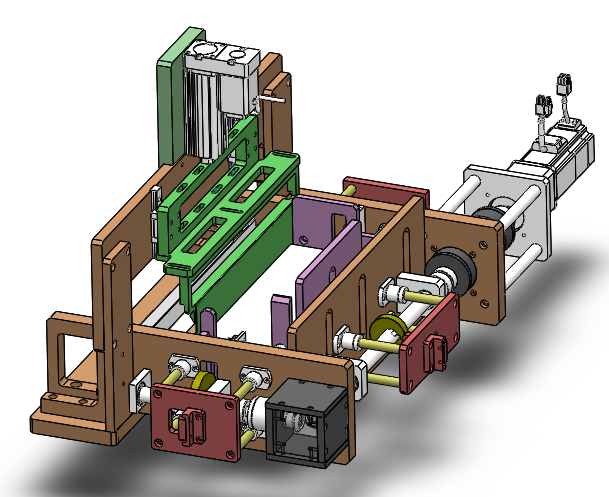
4. Estructura general
1) Tamañoï¼4200mm Lï¼Wï¼1 280mmï¼Hï¼2050mmã
2) Pesoï¼1,85T
3) Diagrama de estructura general
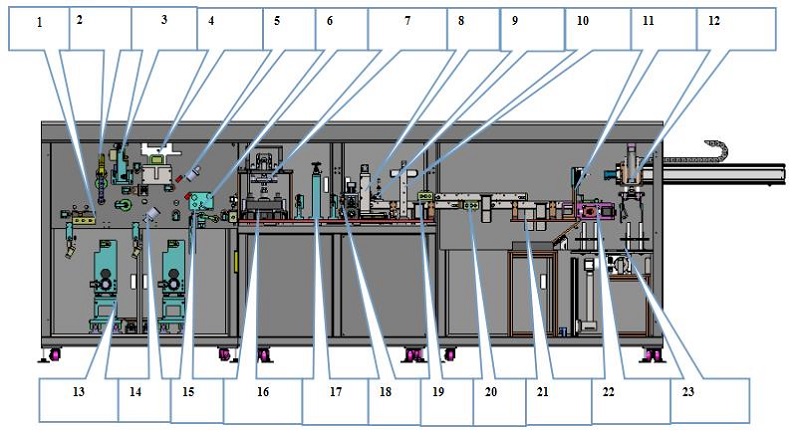
1. ä¸ææ¥æå°ï¼Plataforma de alimentación y recepción
2. å¼ åç¼åæºæï¼Mecanismo amortiguador de tensión
3. æ»è½®çµå¼æºæï¼Mecanismo de tracción del rodillo
4. è¿ç¨çº åç»ä»¶ï¼Componente de corrección del proceso
5. CCDæ£æμï¼Prueba de CCD
6. è´´è¶æº:Aplicador de pegamento
7. æè³aeå模åç»ä»¶: Conjunto de troquelado formador de pestañas
8. è£åæºæ:Mecanismo de corte
9. è²æ ä¼ æå¨: Sensor de código de color
10. CCDæ£æμæºæ: Mecanismo de detección de CCD
11. 次ååé¤æºæ:Mecanismo de rechazo
12. æºæ¢°ææåæºæ:Mecanismo de agarre del manipulador
13. èªå¨æ¾å·çº åè£ç½®: Dispositivo de corrección de desviación y desenrollado automático
14. CCDæ£æμ:Prueba CCD
15. ç¼åæºæ:Mecanismo de caché
16. 模å·å²åæºæ:Mecanismo de punzonado
17. 转åè°èæºæ:Institución de ajuste de la transformación
18. æ»è½®çµå¼æºæ:Mecanismo de tracción del rodillo
19. é¤å°æºæ:Mecanismo de eliminación de polvo
20. é¤å°æºæ:Mecanismo de eliminación de polvo
21. 次åæ¶éç:Caja de recogida de producto defectuoso
22. æ´é½æçæçæºæ:Mecanismo de electrodos de caja de material limpio
23. 转åæçæºæ:Mecanismo de caja de conversión
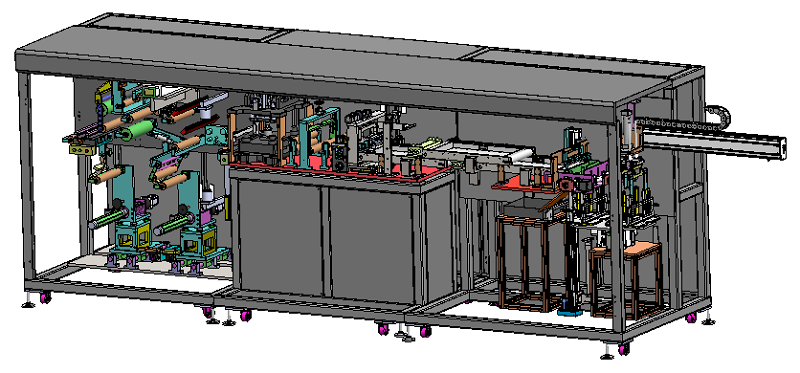
4) Diagrama de apariencia del equipo
4ãIntroducción de funciones de los componentes del equipo
1. Dispositivo de alimentación automática
l Diámetro máx.ï¼Ï700 mmï¼
l Peso máximoï¼150 kgï¼
l Diámetro interior del manguitoï¼150,2 ± 0,5 mmï¼
l Modo de desenrollado y alimentación: la alimentación se opera directamente mediante un carro de acoplamiento logístico o manualï¼
l El mecanismo de desenrollado adopta la estructura del eje inflable, y ambos extremos del eje inflable están equipados con rodamientos, que tienen una estructura firmeï¼
l Está equipado con una plataforma de conexión de la correa enrollable y una línea de marcado auxiliar, lo cual es conveniente para la conexión manual de la correaï¼
l Hay una barra de imán permanente con 40000 g detrás de la mesa receptora para quitar el hierro de la parte delantera y trasera del electrodoï¼
l Recolección de polvo mediante cepillo giratorio de doble cara de pieza polar antes del troqueladoï¼
l Con dispositivo de presión antes del troqueladoï¼
l El sistema servo se utiliza para controlar el desenrollado sincrónico para mantener la tensión estableï¼
l El rango de tensión ajustable es 0-150N y la precisión es ±10%ï¼
l Antes y después de los materiales superior e inferior, el eje de bobinado se tambalea â¤5 mmï¼
l Distancia desde la cara del extremo del eje de bobinado hasta el exterior de la cubierta protectoraâ¤250 mmï¼
l Con diseño de protección de seguridadï¼
l El sistema de corrección de desviación adopta un sensor de corrección de desviación CCD de alta precisión para controlar el lado opuesto y mejorar la precisión de corrección de desviación ±0,2 mm.
1. Sistema de control de tensión de la correa
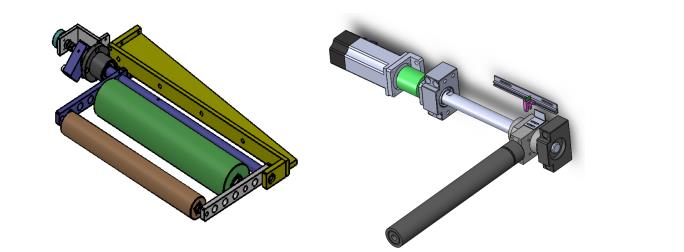
l El control de tensión de desenrollado de la correa de material se compone de dos mecanismosï¼
l La parte de desenrollado del eje de expansión de aire está controlada por la oscilación del cilindro de baja fricción para controlar la tensión durante el proceso de desenrolladoï¼
l Durante el punzonado, la correa oscila hacia arriba y hacia abajo y el servomotor tira de la varilla del tornillo para compensar. Por ejemplo, cuando la matriz sube y baja, el servomotor tira rápidamente a lo largo de la pieza polar para asegurar la tensión en el proceso de transporte de la pieza polarï¼
l La parte oscilante adopta una válvula proporcional de alta precisión, un potenciómetro de alta precisión y un cilindro de baja fricción para controlar la alimentación sincrónicamenteï¼
l La varilla roscada se controla mediante una cantidad servoanalógica y la tensión se puede ajustar de acuerdo con el tamaño de la pieza polarï¼
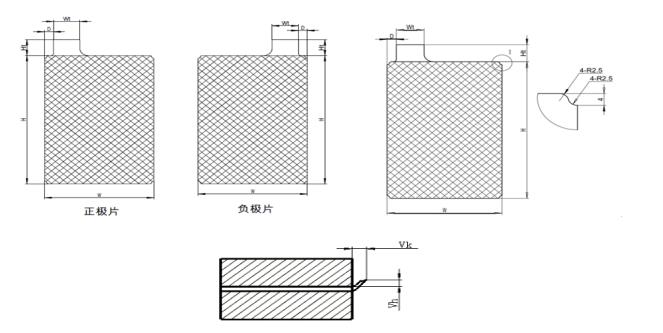
2. Pestaña dispositivo de punzonado y formado
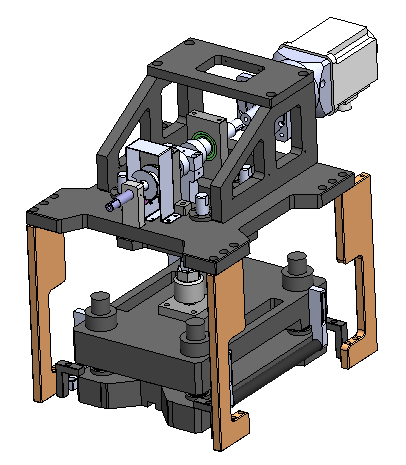
l Aadopte la forma de punzonado del troquel cóncavo-convexo de metal para completar la formación de la pestaña
l El troquelado superior e inferior adopta el modo de contacto de punto de tijeraï¼
l El cigüeñal servoaccionado se utiliza para completar la acción de perforación de alta velocidad del troquel, y la pieza polar está libre de daños, caídas de polvo, esquinas afiladas y otros defectos durante el proceso de corteï¼
l El desmontaje y la instalación del troquel son sencillos y el ancho de la pieza polar es fácil de ajustar. Puede cumplir con los diferentes tamaños de piezas polares dentro de un cierto rango y el tiempo de cambio es inferior a 1 horaï¼
l Se instala un dispositivo de recolección de desechos en forma de embudo debajo del molde, y los desechos generados después de perforar y cortar pueden aspirarse inmediatamente al dispositivo de embudo y luego recolectarse en la caja de reciclaje de desechos (limpieza una vez por turno, tiempo de limpieza ⤠5min)ï¼
l El troquel superior del troquel está equipado con una función de enfriamiento por soplado de presión positiva para mejorar la vida útil del punzonado del troquelï¼
l El mecanismo de perforación está equipado con fibra óptica protectora de seguridad y una cubierta protectora de seguridadï¼
l El sistema adopta un sensor de corrección de desviación CCD de alta precisión para mejorar la precisión de la corrección de desviaciónï¼â¥0,2 mmï¼
l Parámetros del electrodo después de perforarï¼

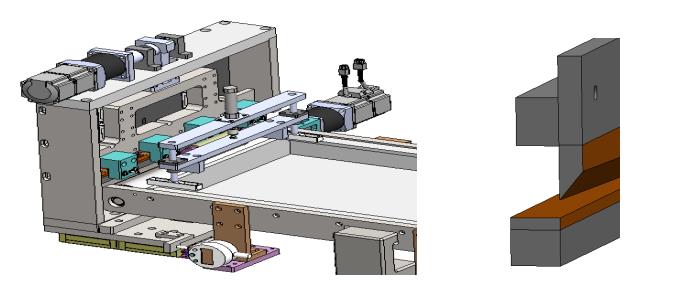
3.Dispositivo de tracción de correa
l El proceso de transporte y tracción de la correa de material consta de dos conjuntos de conjuntos de rodillos de tracciónï¼
l El primer conjunto de sincronización de transporte del proceso de bobinado de control de alta velocidadï¼
l El segundo conjunto de sincronización de transporte de pieza polar central de punzonado de control de alta velocidadï¼
l Adoptar la función de alimentación de distancia desigual del servocontrolï¼
l Hay una rueda guía de color canela delante del rodillo de tracción para evitar que la pestaña se descuelgue después del troquelado. La rueda guía se puede ajustar fácilmente al cambiar de modeloï¼
l Los dos rodillos están equipados directamente con rodillos absorbentes de polvo para eliminar el polvo acumulado durante la tracción de los rodillosï¼
l El rodillo de presión se comprime automáticamente mediante un cilindro de aire, lo cual es conveniente para roscar.
4.Mecanismo de corte
l EnEn el proceso de corte del corte del poste, hay una función de preprensado en la parte delantera y un rodillo de tracción en la parte posterior para garantizar la ductilidad del corte del poste antes del corte y la precisión dimensional del corte de polvo en rodajas de poste;
l después del corte, el equipo está equipado con fibra óptica de inducción para evitar que la cuchilla polar se confunda con múltiples desechos;
l el cortador inferior está instalado con aspiradora para absorber el polvo;
l La cuchilla de acero de tungsteno integrada se adopta para reducir el costo de mantenimiento y reemplazoï¼
l el corte tiene función de conteo.
5.Electrodo Función de corrección en la caja de alimentación
l durante el funcionamiento del electrodo, el servomotor acciona el mecanismo de clasificación para corregir el electrodo;
l Después de la corrección, los electrodo se apilan en la caja de material para garantizar que los electrodo en la caja de material estén limpiosï¼
l La caja de material tiene una función de conteo y las piezas polares no presentan daños, engarces, dobleces, rayones ni otros defectos durante el funcionamiento y el apilamientoï¼
l Cuando el electrodo en la caja de material esté lleno, cambiará automáticamente al mecanismo de amortiguación para recibir el material.
5ãDispositivo de eliminación de polvo (opcional)
l 1) Rueda de lana, presión negativa para recoger el polvo
l el equipo adopta una rueda de lana y un método de eliminación de polvo con presión negativa, que tiene un buen efecto de eliminación de polvo, alta eficiencia y bajo costo;
l Cuando el elecEl trodo pasa a través del extremo de entrada del cabezal de limpieza, haga rodar el cepillo impulsor para barrer el polvo y eliminar el polvo de la superficie del electrodoï¼.
l Posteriormente, la pieza polar recibe viento de presión negativa interna para absorber el polvo arrastrado y el polvo de la rueda del cepilloï¼
l El polvo se recoge en el ventilador de presión negativa, que es fácil de limpiar (una vez al mes, tiempo de limpieza ⤠5 min).
l 1) Eliminación de polvo sin contacto
l adoptar el método de eliminación de polvo sin contacto de viento iónico de alta presión, que tiene un buen efecto de eliminación de polvo, alta eficiencia y alto costo;
l Cuando el electrodo pasa a través del extremo de entrada del cabezal de limpieza, la nube de ionización aquí y la electricidad estática en la superficie de la bobina se eliminan;
l Luego, el electrodo se ve afectado por el flujo de aire turbulento generado por el flujo de aire interno de soplado y vacío del dispositivo del cabezal de limpiezaï¼
l El efecto del flujo de aire turbulento provoca una fricción de alta frecuencia del eelectrodoï¼
l La acción combinada del rozamiento de alta frecuencia y el flujo de aire turbulento del electrodo rompe la capa de interfaz de aire en la superficie de la pieza polar y, al mismo tiempo, los contaminantes liberados por la capa de interfaz son succionados hacia el flujo de aire de vacíoï¼
l Cuando el electrodo sale del cabezal de limpieza, la pieza polar pasará a través de otra nube de iones para evitar la contaminación secundaria en la superficie del electrodo.
6.Características de diseño
|
Características |
Ventajas |
|
Limpieza sin contacto |
Evite el riesgo de marcas y daños en la superficie del electrodo y, al mismo tiempo, no afectan la detección de seguimiento de la posición del electrodo en el cinturón |
|
Integración de control electrostático |
Neutraliza la electricidad estática, optimiza el rendimiento de limpieza y prepolariza eficazmente la contaminación secundaria en la superficie de la lámina |
|
Sistema único de "puerto fijo" |
La conexión de la tubería del cabezal de limpieza es fija y la instalación del cabezal de limpieza es más sencilla |
|
Equilibrio del volumen de aire |
El valor de desviación entre el volumen de soplado y el flujo de aire de vacío se puede controlar completamente |
|
Control automático de vacío |
Reducir la frecuencia de ajuste manual por parte de los operadores. Mantenga automáticamente el mejor efecto de limpieza |
|
Piezas sin pérdidas |
Menor costo de operación |
|
Funcionamiento silencioso |
No hay problemas de salud y seguridad causados por el ruido |
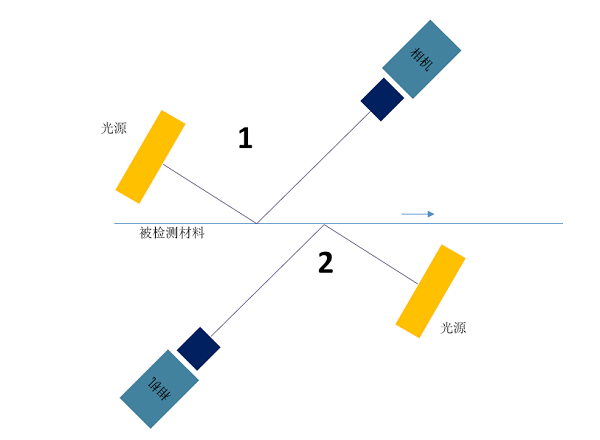
7.Diagrama esquemático de detección y etiquetado de CCD (un dispositivo opcional)
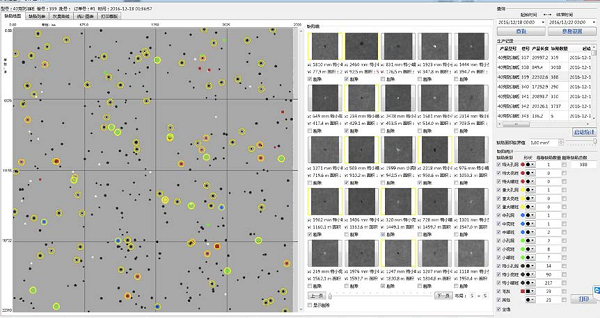
8. Funciones del sistema
l Clasificación inteligente: utilizando tecnología de aprendizaje automático e inteligencia artificial, el autoaprendizaje y la clasificación automática se pueden llevar a cabo de acuerdo con la definición de categoría de defecto del usuario;
l PostgreSQL: adopte la base de datos de código abierto más avanzada para almacenar imágenes de defectos, como la ubicación, el tamaño y otra información del defectoï¼
l Archivo automático: se puede hacer una copia de seguridad de los datos defectuosos automáticamente en dispositivos o sistemas externos según la configuración del usuario
l Informes diversificados: proporciona informes sobre los resultados de las pruebas y datos estadísticos en forma de tablas y gráficos
l Análisis de uniformidad de la superficie: muestra la uniformidad de la superficie de los materiales en tiempo real con digitalï¼
l interfaz de operación práctica y conveniente: puede eliminar y marcar defectos graves y otras funciones prácticas, lo cual es conveniente para los operadores;
l Interfaz IO: proporciona señales de entrada y salida como alarma, rotura de papel, cambio de rollo, inicio y parada;
l Interfaz de fábrica: basada en el sistema operativo Windows, puede conectarse con otros sistemas y equipos de los clientes a través de tcp/ip, Ethernet, OPC y otras interfacesï¼
l Mantenimiento por acceso remoto: bajo la condición de que el equipo esté conectado a Internet, el sistema se puede actualizar y mantener a través del acceso remoto a Internetï¼
l Soporte técnico: red 7 x 24 horas y soporte de línea directa
l Dinterfaz del sistema de detección
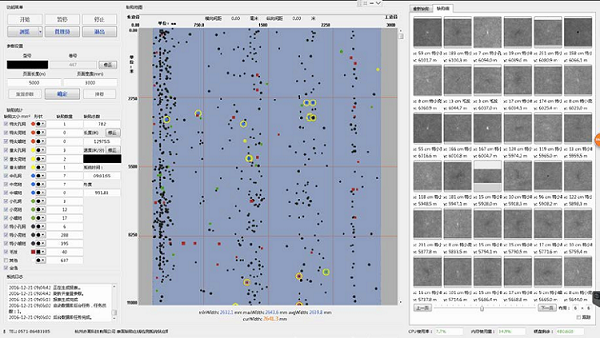
l interfaz de visualización de informes
l dInforme de eliminación de efectos
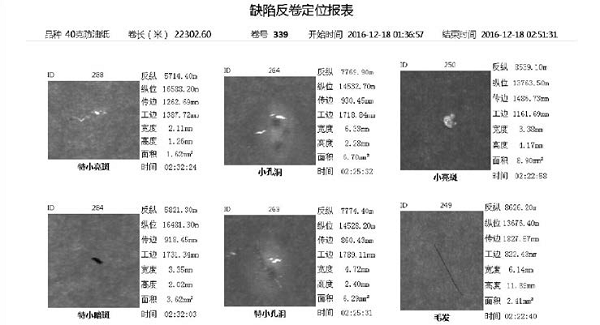
l tabla de índice de precisión de detección de defectos principales
Ldispositivo de máquina etiquetadorae:
Equipado con un conjunto de máquina etiquetadora, la velocidad de pegado coincide con la velocidad de corte, y la línea central de etiquetado y la distancia del borde interior de la pieza polar se pueden ajustar, con una precisión de ± 2 mm;
Tamaño de la etiqueta: 12 mm de ancho y 14 mm de largo, que los usuarios pueden personalizar.
|
SN |
Artículo |
Especificación |
Observación |
|
1 |
Ancho de alimentación |
300-420mmï¼incluida la pestañaï¼ |
|
|
2 |
Espesor del material entrante |
Cátodoï¼9-200μm ï¼Ánodoï¼9-200μm |
|
|
3 |
Diámetro interior del tambor de descarga |
6pulgadas Ï150.2 mm |
|
|
4 |
Sistema aplicable |
Fosfato de hierro y litio, óxido de cobalto y litio, manganato de litio, materiales ternarios, grafito y otros sistemas de suspensión de baterías y condensadores |
|
|
5 |
Diámetro exterior de electrodo hoja |
â¤Ï700mm |
|
|
6 |
Método de recubrimiento |
Recubrimiento continuo |
|
|
7 |
Error de ancho de revestimiento entrante |
â¤Â±2mm |
|
l Error de uniformidad de la cara del extremo del devanado entranteï¼±5 mmï¼
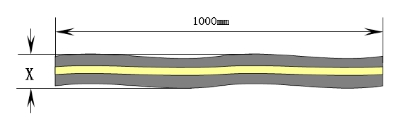
l Error serpentinoï¼X±2 mm/mï¼
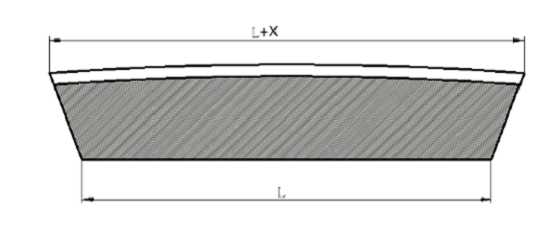
l Electrodo ondaï¼X±5 mm/mï¼
l garantizar la vida útil del molde y que el cambio de espesor del material en la posición de corte del molde sea inferior a 10 μ m
CãProceso de producción de equipos
|
Rango de tamaño y precisión del electrodo después de perforar |
||||
|
SN |
Artículo |
Tamañoï¼mmï¼ |
Precisión |
Observación |
|
1 |
Electrodo W |
40~110 |
±0,2 mm |
|
|
2 |
Electrodo H |
60~160 |
±0,25 mm |
|
|
3 |
Electrodo Alto |
10~30 |
±0,2 mm |
|
|
4 |
Electrodo Ddistancia |
5~20 |
±0,25 mm |
|
|
5 |
Electrodo Peso |
6~65 |
±0,2 mm |
|
|
6 |
Rebabas vh |
â¤7um |
|
|
|
7 |
Rebaba vk |
â¤25um |
|
|
DãParámetros del índice técnico del equipo
|
SN |
Artículo |
Especificación |
|
1 |
Método de perforación |
Matrices de punzonado |
|
2 |
Vida útil de la matriz para pestaña y orificio de marca |
Molde de electrodo negativo 1 millón de veces/molienda, tiempos de molienda del molde ⥠10 veces 800000 veces/molienda de molde positivo, y el número de molienda de molde ⥠10 veces Vida útil total de la cuchilla troqueladora después de la reparación: ⥠10 millones de veces |
|
3 |
Condición de carga |
Función de carga manual de rollos, el equipo puede realizar la detección de material residual y la función de alarma Puede distinguir entre cinta de terminación de rollo y cinta de empalme de cinta (diferentes colores de cinta) |
|
4 |
Electrodo dispositivo de corrección de desviación |
Se garantiza que la precisión de la corrección de la desviación será de 0,1 mm bajo la premisa de que el material no tiene defectos en los bordes |
|
5 |
Electrodo control de tensión |
Precisión del control de tensiónï¼10% |
|
6 |
Matrices de estampación |
SKD-11 + Acero de tungsteno de aleación importado |
|
7 |
Dispositivo de eliminación de polvo |
Eliminación de polvo en ambos lados del electrodo después de perforar |
|
8 |
Adsorción magnética |
â¥40000GSVarilla de imán permanente |
|
9 |
CCD pruebas |
Un conjunto de dispositivos de detección CCD está colocado en la parte delantera y trasera de la pieza polar respectivamente |
|
10 |
CCD configuración |
8K cámara 2 piezas, fuente de luz 2 piezas |
|
11 |
CCD Alcance de detección |
Máx.450 mmï¼Ancho del revestimiento:400 mmï¼ |
|
12 |
CCD Elementos de prueba |
Defectos de revestimiento de piezas polares de baterías de litio estándar, como láminas expuestas, material seco, manchas oscuras, rayones, materias extrañas, etc. |
|
13 |
CCD Elementos de prueba |
Transverse0.1mmãPortrait:0.1mm (Mejor detección estado)ï¼80m/min, velocidad de corte) |
|
14 |
CCD Otras funciones del sistema |
Se puede proporcionar salida de alarma o etiquetado según el tamaño, tipo, densidad, posición de corte y periodicidad de los defectos. Todos los datos de defectos detectados se almacenan en la base de datos SQL de cada volumen o se exportan al sistema de gestión de información de la fábrica o a varias bases de datos estándar. El software Reportranger puede generar automática o manualmente varios informes automáticos de producción y gestión de calidad según las necesidades, y puede configurarse según las necesidades del cliente, etiquetar con precisión los bordes de los materiales y cooperar con los procesos posteriores para encontrar y tratar mejor varios defectos . |
|
15 |
Mecanismo de etiquetado |
Mecanismo de corte y etiquetado de etiquetas; La velocidad de etiquetado coincide con la velocidad de extracción y la máquina etiquetadora se encuentra en la pestaña |
|
16 |
MES sistema |
Todos los equipos de proceso utilizados deberán tener una interfaz del sistema MES |
|
17 |
Eficiencia |
â¥120ppmï¼Tasa de movilizaciónâ¥95%ï¼Tasa calificadaâ¥98% |
|
18 |
Tiempo de cambio rápido |
El modelo de un molde de reemplazo único no excede 1persona*1H |
|
19 |
Otros requisitos |
1. A. la actualización del programa del equipo se puede realizar de forma remota; b. Detección de hardware (eléctrico); La computadora portátil con red está configurada en modo remoto y el software requerido para el control remoto está instalado en la computadora portátil. El fabricante del equipo realiza el control remoto del equipo a través del notebook. Por motivos de seguridad de los datos, se instalará un programa de seguimiento en el portátil para controlar todos los datos intercambiados a través del mismo. 2. Gestión jerárquica de equipos: se requieren al menos tres niveles. El nivel más alto es la autoridad de gestión del equipo, que puede realizar cualquier operación en el equipo y restablecer todas las contraseñas. El segundo nivel es cambiar todos los parámetros del equipo y realizar su funcionamiento. El nivel más bajo es la operación del equipo y cambia algunas operaciones. Función de registro del tiempo de operación del equipo, el contenido de la grabación debe dividirse en tiempo de operación automática, tiempo de espera, tiempo de operación manual y tiempo de falla. El tiempo de la máquina se define como el tiempo en que el equipo está encendido pero no se realiza ninguna operación, y el tiempo de falla se define como el tiempo antes de que el equipo falle y el mensaje de error no se elimine, y el tiempo en que se presiona el botón de parada de emergencia. ; La operación automática y la operación manual son el tiempo de operación normal del equipo sin fallas ni errores, que se pueden distinguir según el modo de operación seleccionado. Se mantendrán en el equipo al menos 2 días de registros de operación. Los registros de operación se empaquetarán y enviarán al sistema MES u otro sistema de gestión una vez al día y se cargarán por FTP. Los archivos cargados estarán en formato CSV. Función de grabación de cambios de parámetros del equipo. |
|
20 |
Estándar de vibración |
La intensidad de la vibración deberá cumplir con el estándar internacional iso-2372 para vibración de equipos (intensidad de vibración ⤠0,45 mm/s) |
|
21 |
Dispositivo de seguridad |
1. El mecanismo de perforación, el mecanismo de corte y otros mecanismos están equipados con una puerta de protección de seguridad para evitar que los operadores entren y un diseño del circuito de protección de apertura de la puerta y una función de parada de emergencia, y hay advertencias de seguridad 2. El indicador de alarma de falla es un poste de luz de tres colores y una alarma sonora, y hay una visualización de registro en el panel de pantalla táctil |
EãComponentes principales del equipo
|
SN |
Nombre |
Marca |
|
1 |
PLC |
Panasonic |
|
2 |
pantalla táctil |
Weinview |
|
3 |
Convertidor de frecuencia |
Schneider |
|
4 |
servomotor |
Panasonic |
|
5 |
Motor paso a paso |
Leisai |
|
6 |
Cilindro y componentes neumáticos |
SMC |
|
7 |
Carril guía lineal, varilla roscada |
GRACIAS |
|
8 |
sensor |
Agujas |
|
9 |
Rodamiento |
NSK |
|
10 |
Válvula solenoide |
SMC |
|
11 |
Controlador de temperatura |
OMRON |
|
12 |
Válvula de control automático |
Shanghái Ziyi |
|
13 |
Vacuómetro/manómetro |
SMC |
|
14 |
Componentes eléctricos de bajo voltaje |
Schneider |
|
15 |
CDD Pruebas |
Tecnología Chixiao |
|
16 |
Molde |
Wei Sheng |
|
17 |
Puesto guía de matriz |
MISUMI |
|
18 |
Fibra óptica |
Panasonic |
|
19 |
Interruptor magnético |
SMC |
|
20 |
Componentes eléctricos de bajo voltaje |
Schneider |
FãEntorno de uso del equipo
SN |
Artículo |
Unidad |
Especificación |
Observación |
|
|
1 |
Alimentación de toda la línea |
Kw |
15 |
380V, trifásico |
|
|
2 |
aire comprimido |
Presión |
MPa |
0,5ï½0,8 MPa |
|
|
|
|
consumo |
L/min |
50 |
|
|
3 |
Vacío |
grado de vacío |
KPa |
/ |
|
|
|
|
consumo |
m3/h |
/ |
|
|
|
|
consumo |
m3/h |
/ |
|
|
4 |
nitrógeno |
Presión |
MPa |
/ |
|
|
|
|
consumo |
m3/h |
/ |
|
|
5 |
Consumo de agua del grifo |
m3/h |
/ |
|
|
|
6 |
Agua de refrigeración de proceso |
Temperatura |
â |
/ |
|
|
|
|
consumo |
m3/h |
/ |
|
|
Nota: los parámetros involucrados en el equipo deben completarse, y los parámetros no involucrados pueden completarse con "/" o "-"ã |
|||||
GãRepuestos
|
SN |
Nombre |
Especificación |
Cantidad |
Observación |
|
1 |
Herramienta de perforación |
|
|
|
|
2 |
Herramienta de troquelado |
|
|
|










1 paquete estándar exportado: protección anticolisión interna, embalaje externo en caja de madera para exportación.
2 Envío por expreso, aéreo o marítimo según los requisitos del cliente para encontrar la forma más adecuada.
3 responsable del daño durante el proceso de envío, cambiará la pieza dañada de forma gratuita.

Anterior :
Máquina cortadora automática de electrodos para la producción de baterías prismáticas de litioPróximo :
Apiladora automática para proceso de apilamiento de baterías prismáticas de litioCategorías

Gerente de ventas:David Correo electrónico:David@tmaxcn.com Wechat:18659217588
Gerente de ventas:David Correo electrónico:David@tmaxcn.com Wechat:18659217588
Gerente de ventas:David Correo electrónico:David@tmaxcn.com Wechat:18659217588

Gerente de ventas:David Correo electrónico:David@tmaxcn.com Wechat:18659217588

Gerente de ventas:David Correo electrónico:David@tmaxcn.com Wechat:18659217588

Gerente de ventas:David Correo electrónico:David@tmaxcn.com Wechat:18659217588

Gerente de ventas:David Correo electrónico:David@tmaxcn.com Wechat:18659217588

Gerente de ventas:David Correo electrónico:David@tmaxcn.com Wechat:18659217588
Para consultas sobre nuestros productos o lista de precios, déjenos en nuestras manos y nos pondremos en contacto dentro de las 24 horas.
© Derechos de autor: 2026 Xiamen Tmax Battery Equipments Limited Reservados todos los derechos.

IPv6 red compatible

















